Alles aus einer Hand
Der eigene Werkzeugbau zur Fertigung der erforderlichen Schnitt-, Stanz-, Biege- und Prägewerkzeuge ist ein weiteres Alleinstellungsmerkmal von Schnürle und erlaubt es uns, alles aus einer Hand anzubieten. Dank moderner Erodiertechnik und präziser Fertigungsmethoden erfüllen Stanz- und Prägeteile von Schnürle zudem qualitativ die höchsten Anforderungen.Eigener Werkzeugbau
Der eigene Werkzeugbau zur Fertigung der erforderlichen Schnitt-, Stanz-, Biege- und Prägewerkzeuge ist ein weiteres Alleinstellungsmerkmal von Schnürle und erlaubt es uns, alles aus einer Hand anzubieten. Dank moderner Erodiertechnik und präziser Fertigungsmethoden erfüllen Stanz- und Prägeteile von Schnürle zudem qualitativ die höchsten Anforderungen.
Stanzen mit Folgeschneidwerkzeugen aus eigener Konstruktion
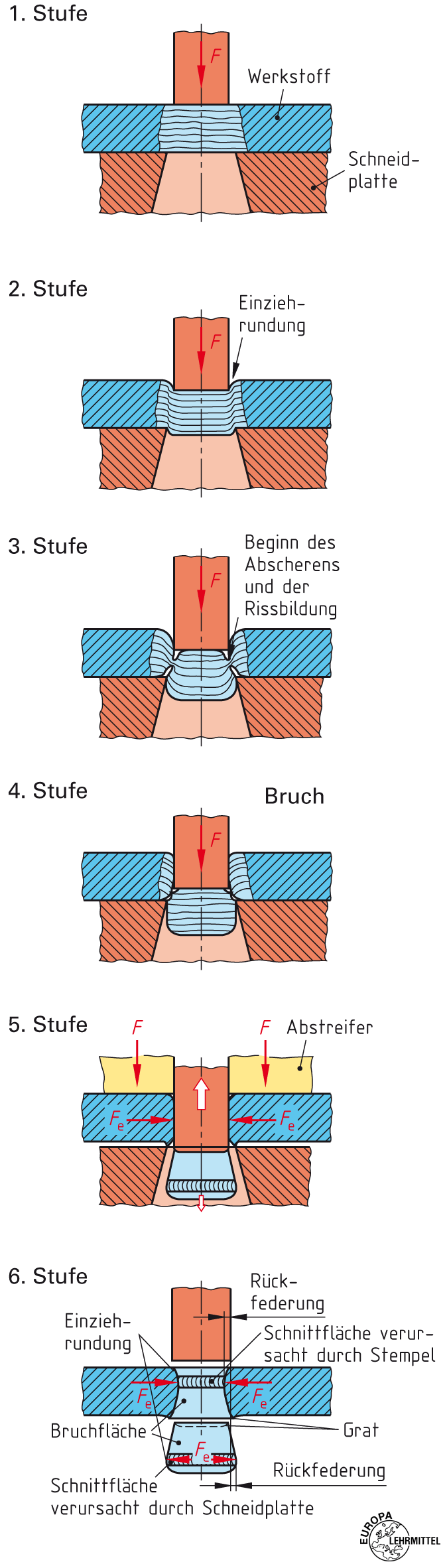
Stanzen gehört zu den spanlosen Fertigungsverfahren. Der Begriff fasst mehrere Schneid- Umform- und Formverfahren zusammen. Stanzwerkzeuge werden unter der DIN 8588 (Zerteilen Gruppe 3.1) geführt. Verarbeitet werden alle trennbaren Materialien. Der Stanzwerkzeugbau ist ein Spezialgebiet des Werkzeugbaus und stellt Werkzeuge (Schneid- und Umformwerkzeuge) für die Massenproduktion her. Charakteristisch für die Funktion eines Stanzwerkzeugs ist, dass ein Halbzeug, durch den kalten Umformprozess (Biegen, Stanzen, Stauchen, Ziehen) in eine neue (gewünschte) Form gebracht wird. Mit Stanzwerkzeugen kann man zerteilen, umformen und fügen. Mittels eines Stanzstempels wird aus dem Werkstoff (Metallstreifen) durch eine Schneidplatte hindurch ein Stanzling herausgestanzt. Hierbei kann der Stanzling selbst oder aber das ihn umgebende Material der Stanzabfall sein. Bei ersterem bezeichnet man den Stanzabfall auch als Butzen, bei letzterem als Stanzgitter. Ein Niederhalter verhindert, dass der auffahrende Stempel das zu bearbeitende Blech mit nach oben zieht.
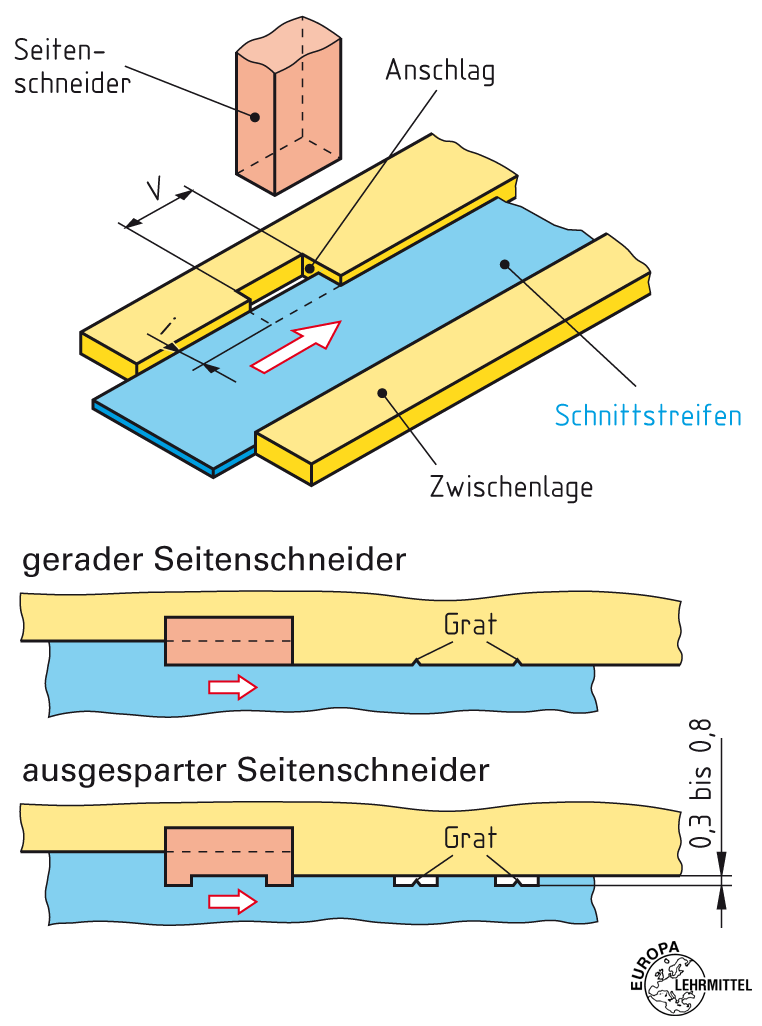
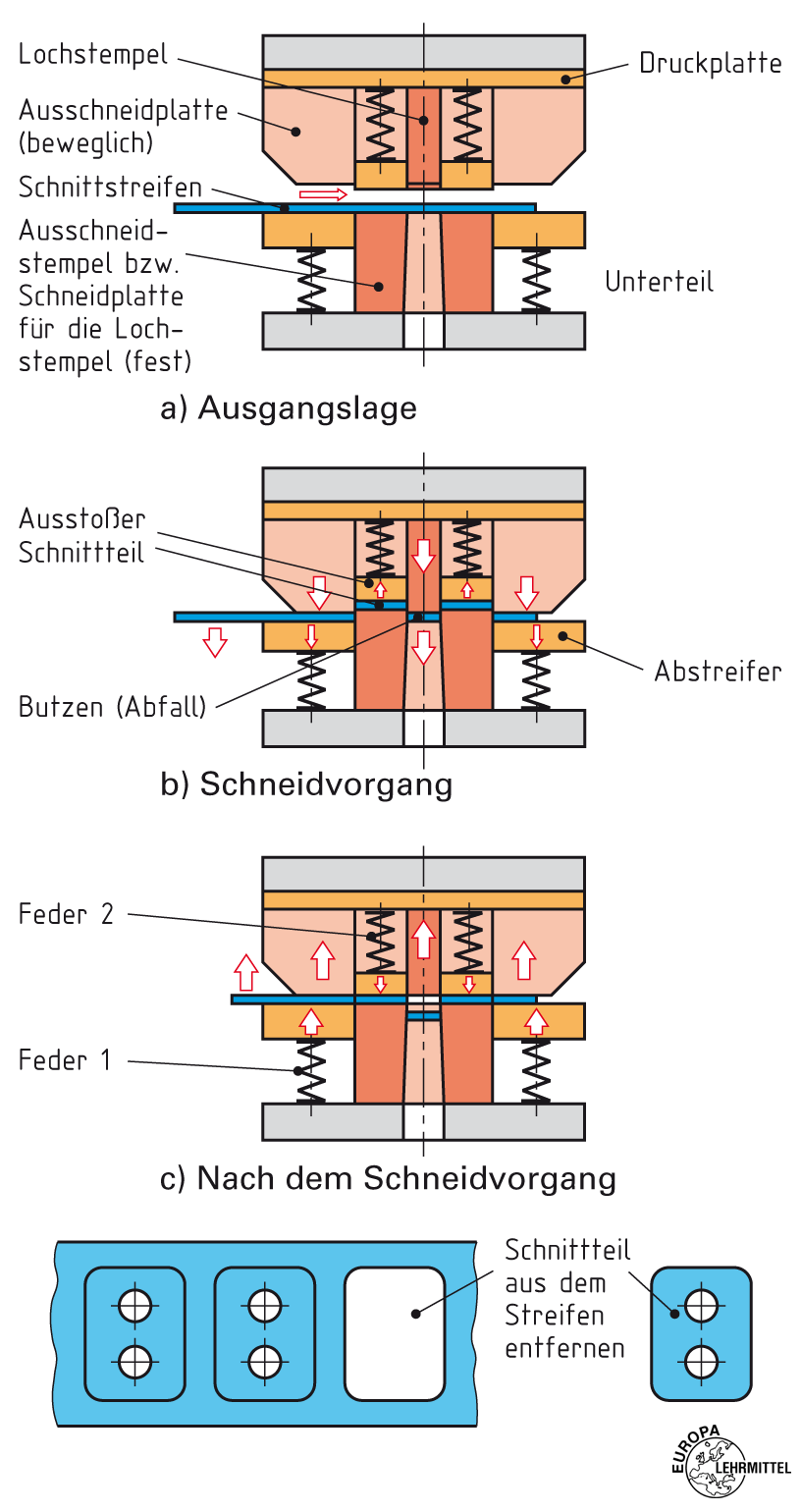
Um meist kleinere Schilderrohlinge auch in großen Mengen von einigen hunderttausend möglichst schnell, bequem und kostensparend aus Metalltafeln zu bekommen, werden diese nicht auf einer Schere einzeln zugeschnitten, sondern aus Streifen von ca. 1m Länge und einer Breite, die nur wenige Millimeter über der Schilderlänge liegt, ausgestanzt. Diese Streifen werden durch ein sog. Folgeschneidwerkzeug gezogen, das die Schilderrohlinge nacheinander gleichmäßig und zügig (125 Hübe/min) aus dem Streifen ausstanzt. Ein im Werkzeug integrierten sog. Seitenschneider sorgt für eine genaue Stanzfolge also dafür, dass der Steg zwischen zwei ausgestanzten Rohlingen stets die gleiche Breite aufweist. Er gibt sozusagen den exakten Takt des Streifenvorschubs vor. Dies geschieht, indem der Seitenschneider vom Streifenrand bei jedem Hub ein Feld ausschneidet, dessen Länge exakt dem Streifen-Vorschub entspricht. Der Bediener zieht nun den Streifen um diese vom Seitschneider „freigestanzte“ Länge bis zum Anschlag vor, und der Zyklus kann von neuem beginnen.
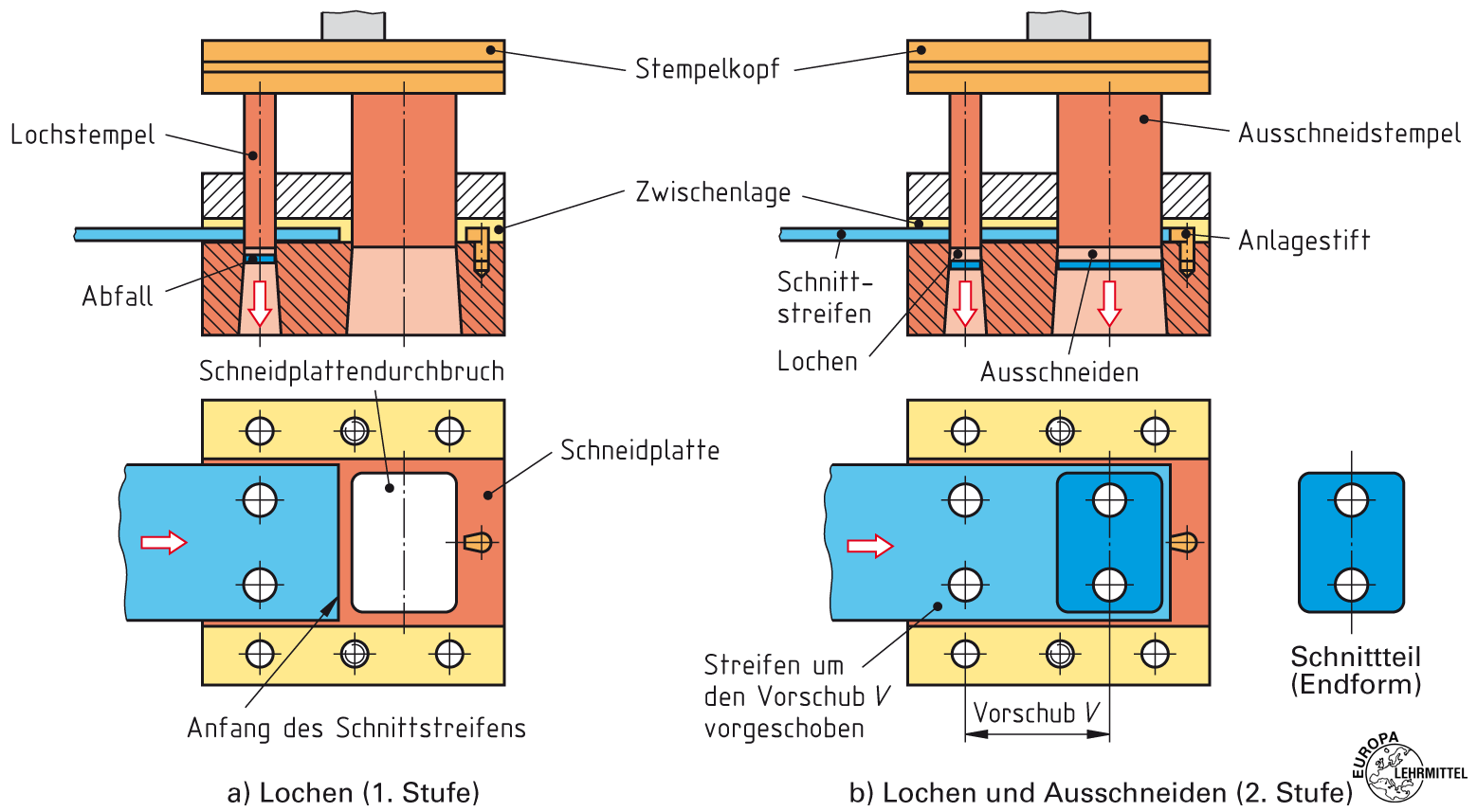
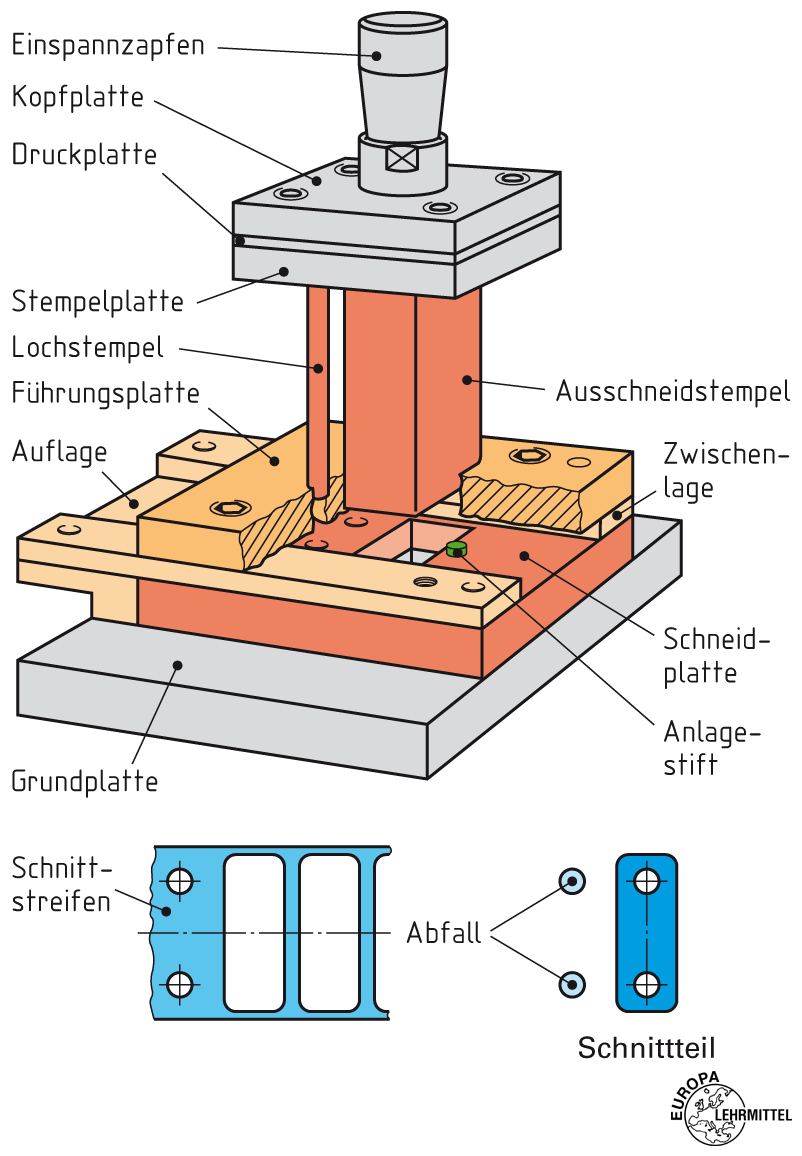
Prinzip eines einfachen Folgeschneidwerkzeuges zur Herstellung eines Rohlings mit abgerundeten Ecken und zwei Löchern, wie sie bei SCHNÜRLE im eigenen Werkzeugbau herstellt werden
Folgeschneidwerkzeuge werden für kleinere, kompliziertere Schnitte verwendet, wenn diese in großen Stückzahlen gefertigt werden sollen.
Stanzen mit Gesamtschneidwerkzeugen
Beim Gesamtschneidwerkzeug kommen im Gegensatz zum Folgeschneidwerkzeug verschiedene Schnittverfahren gleichzeitig zur Anwendung.
Der Aufbau eines Gesamtschneidwerkzeuges ist erheblich aufwändiger als der bei einem Folgeschneidwerkzeug. Mit Gesamtschneidwerkzeugen werden Werkstücke hergestellt, bei denen die Lage der Innen- zur Außenform sehr genau sein muss und die in großen Stückzahlen benötigt werden. Oft werden hierbei keine Seitenschneider zur Taktvorgabe verwendet, sondern der Bediener führt vor jedem Hub im Streifen befindliche Fanglöcher in entsprechende Fangstifte. Dies macht das Verfahren zwar wesentlich langsamer als beim Seitschneider, aber auch deutlich präziser.
Da SCHNÜRLE über einen eigenen Werkzeugbau verfügt, können Folge- und Gesamtschneidwerkzeuge im Hause von unseren Werkzeugmachern schnell und kostengünstig konzeptioniert, gefertigt und an die individuellen Kundenforderungen angepasst werden.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}